| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 产地 | 山东 |
| 品牌 | 正强 |
| 材料 | 圆钢 |
| 范围 | 轧辊钢-2507不锈钢管供应生产基地位于【聊城】,供应范围覆盖安徽省 合肥市、马鞍山市、蚌埠市、黄山市、阜阳市、亳州市、六安市、巢湖市、铜陵市、淮北市、淮南市、芜湖市、安庆市、滁州市、宿州市、宣城市、池州市 瑶海区、庐阳区、蜀山区、包河区、长丰县、肥东县、肥西县、庐江县等区域。 |
新物通物资(合肥市分公司)主要生产经营: 弹簧钢厂家、酸洗钝化磷化钢管、精密异形钢管、注浆管厂家。我们公司始终遵循“质量为主,客户至上,诚信为本”的经营理念。致力于提供高品质的产品,完善的售后服务,快捷的供货。无论您身处何方,都能感受到我们专业技术人员迅捷优良的服务。公司以良好的信誉、优质的产品、雄厚的实力、低廉的价格享誉全国30多个省、市、自治区、直辖市,产品深得用户依赖。欢迎新老客户来电垂询。


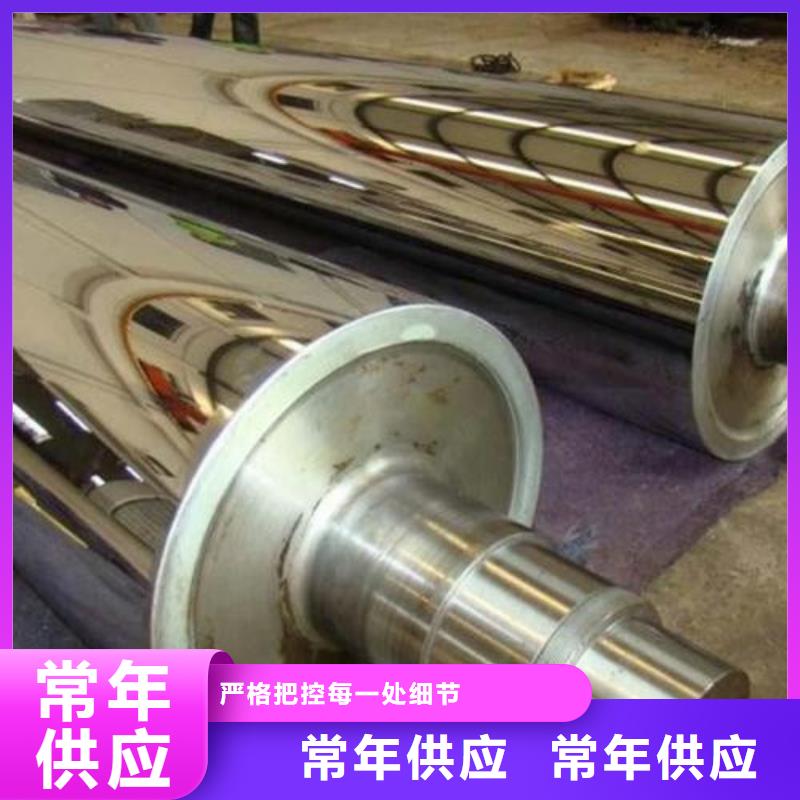
同时高速旋转铸造设备,产生的离心旋转力与稳恒磁场相结合对钢液产生电磁搅拌,电磁离心铸造既保留了普通离心铸造组织致密,疏松气孔少等优点,又使粗大的柱状晶组织转变为均匀的等轴晶组织,并使第二相的分布趋于均匀,成分偏析得到控制。采用该方法生产的高速钢复合轧辊的铸锭有理想的观组织和界面结合力,使用性能好。
2)连续浇注外层成形法(CPC)。为了克服离心铸造高速钢轧辊偏析缺陷,日本新日铁公司开发了制造高速钢轧辊的CPC法,它具有节能和轧辊性能好等特点。其基本原理是把作为轧辊外层材质的钢水浇铸到垂直竖立的芯棒和水冷铸型间的空隙里,在钢水逐渐与芯棒熔敷的同时,依次使其凝固,断续向下方拉拔,制成复合轧辊。为了使浇铸的外层材质与芯棒完全熔敷,通过电磁感应加热对钢水和芯棒供热。






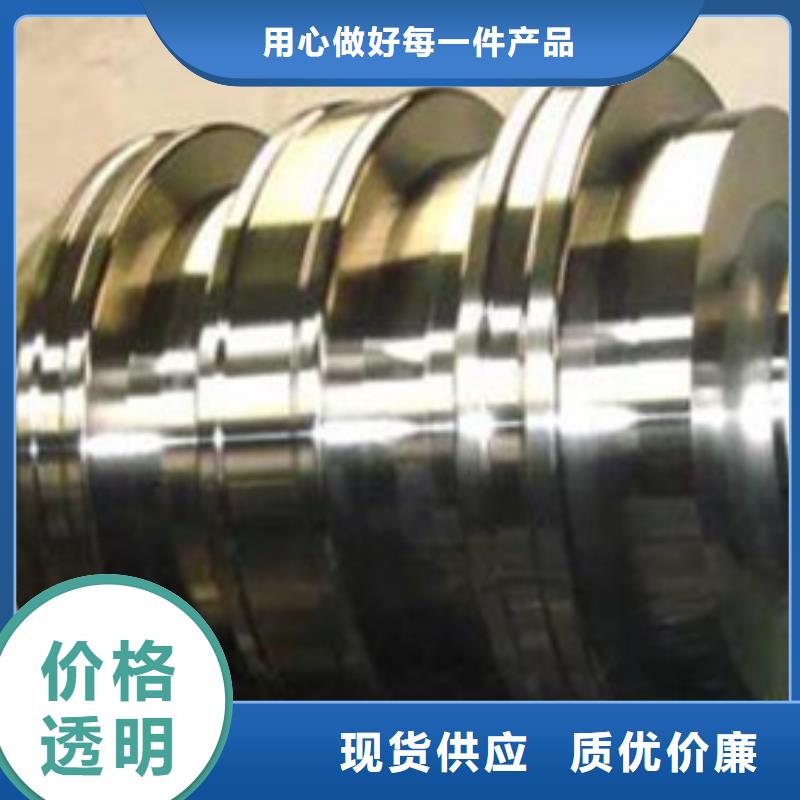
3、后续热处理中,采用喷雾淬火,以确保轧辊的硬度,淬火冷却后采取400℃以上的回火温度,以控制组织中的参与奥氏体量和应力。同时注意由于芯部球墨铸铁熔点较低,高速钢轧辊的正火温度应控制在980-1100℃。
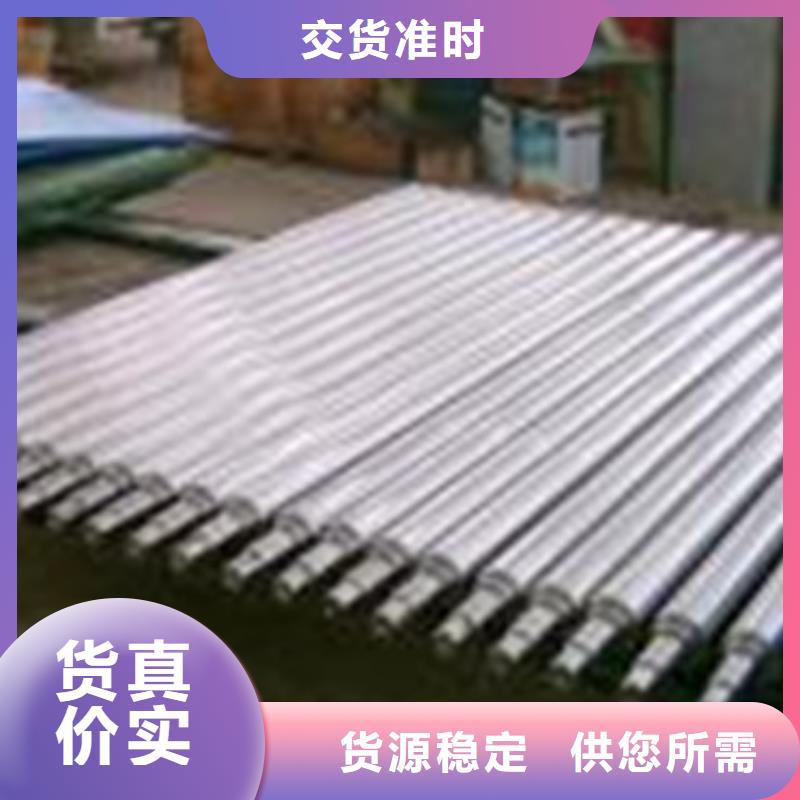
离心铸造高速钢轧辊工艺优点:离心铸造高速钢轧辊工艺能减少了换辊次数,延长了轧制时间,降低了成本,提高了轧材表面质量,增加了产品市场竞争力,突出了铸造高速钢复合轧辊的优势。断裂韧性
耐热冲击性
抗热裂纹性
磨损量
摩擦系数
耐粘结率


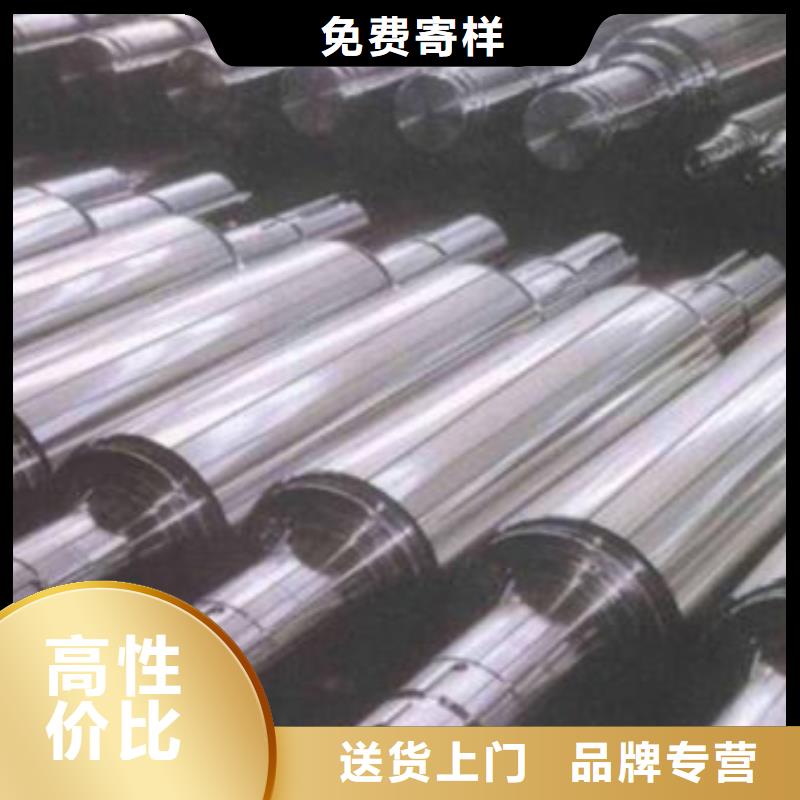
在轧制中,轧件与轧辊相互作用,轧件在轧辊作用下产生塑性变形,轧机、轧辊等受轧件的反力产生弹性变形。当然,轧件也伴有小的弹性变形,通过轧辊后有极小的弹性变形量恢复,增加了轧件厚度。如图所示,厚度为H的轧件经过轧辊压下Δh总,但由于轧辊弹性变形,轧件减少压下Δh1;同时轧件出轧辊后,由于弹性变形恢复,轧件压下减少Δh2。结果,轧件实际压下量Δh=Δh总-Δh1-Δh2当Δh总=Δh1+Δh2当时,轧件通过轧辊将不产生压下,这时的轧件厚度即是小可轧厚度。斯通(M.D.Stone)、罗伯茨(W.L.Roberts)、福特-亚历山大(H.Ford)-(J.M.Al-exander)等人都对小可轧厚度公式做过理论推导。
按斯通推导的计算公式,小可轧厚度 hmin=3.58DμK / D



名片")